Nel precedente contributo abbiamo analizzato il ruolo dell’Integrated Business Planning come strumento per allineare strategia, domanda e capacità produttiva nelle aziende del packaging in cartone. Un approccio imprescindibile per gestire la complessità del mercato e garantire coerenza decisionale lungo tutta la filiera

L’efficacia di qualsiasi modello di pianificazione dipende dalla sua capacità di tradursi in risultati concreti sul campo. In questo senso, il reparto produttivo rappresenta il punto di partenza più efficace per avviare un percorso di miglioramento. È qui che si concentrano inefficienze spesso non visibili a livello aggregato, ma che incidono in modo diretto su produttività, servizio al cliente e marginalità.
La produzione è anche l’ambito in cui è più semplice isolare le variabili, misurare gli impatti e ottenere ritorni economici tangibili in tempi relativamente brevi. Per questo motivo, intervenire su questo reparto consente non solo di generare risultati immediati, ma anche di creare le condizioni per affrontare in modo più strutturato tematiche successive, come l’ottimizzazione organizzativa, la revisione dei processi indiretti e la digitalizzazione dei processi.
Alla luce di queste considerazioni, presentiamo di seguito cinque criticità ricorrenti che emergono nelle cartotecniche e negli scatolifici durante le attività di analisi operativa, accompagnate da interventi mirati in grado di produrre benefici misurabili nel breve-medio periodo.
1. Fermo macchina: il problema non è il dato, ma la struttura
Una delle prime evidenze che emerge in fase di analisi riguarda la gestione dei fermi macchina. Nella maggior parte dei casi, i dati sono presenti, ma non risultano strutturati in modo tale da supportare decisioni efficaci. La classificazione delle causali è spesso ridondante o poco chiara, con sovrapposizioni tra categorie e una distinzione non sempre coerente tra fermi pianificati e non. A ciò si aggiunge, frequentemente, l’esclusione di alcune fasi operative rilevanti, come gli avviamenti, che vengono trattate separatamente o non analizzate con sufficiente dettaglio.
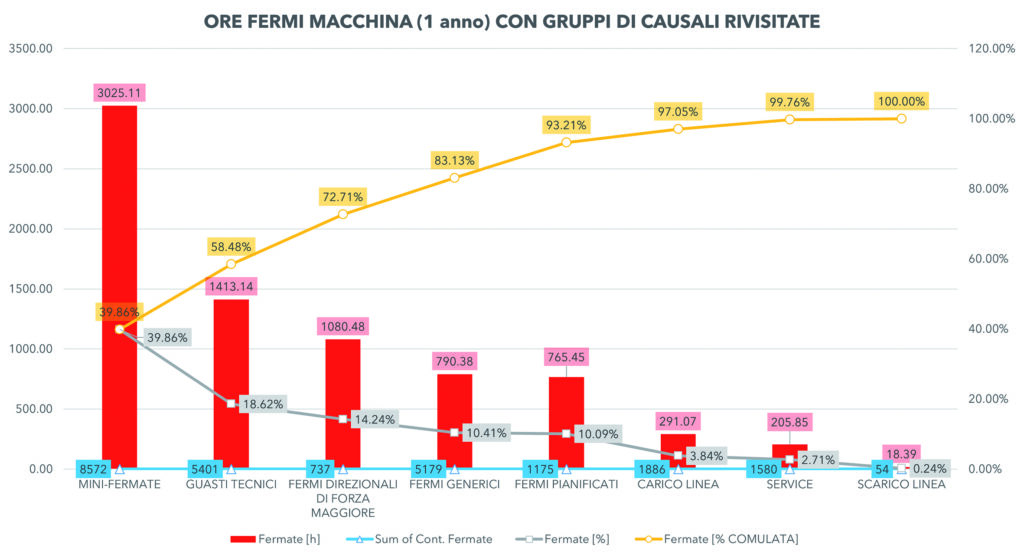
Questa impostazione limita la possibilità di individuare le reali cause di perdita di disponibilità macchina e impedisce di costruire analisi affidabili sulle principali fonti di fermo. Il risultato è una gestione reattiva, nella quale i problemi vengono affrontati caso per caso senza una visione complessiva delle priorità.
Gli indicatori, infatti, sono preziosi per modellare il futuro, gestendo in miglioramento continuo con il principio di Pareto: investire tempo e denaro, che sono risorse limitate, partendo dalle inefficienze più impattanti.
L’intervento più efficace in questi casi consiste nella ristrutturazione del modello di classificazione dei fermi, introducendo una gerarchia chiara tra fermi pianificati e non pianificati e definendo gruppi causali coerenti con le dinamiche produttive. Questo lavoro, se accompagnato da un coinvolgimento diretto del personale di linea e da un’attività sistematica di analisi dei principali sprechi, consente di trasformare il dato da elemento descrittivo a strumento decisionale.
Senza questo intervento, risulta inutile parlare di digitalizzazione, BI e AI: se i dati (causali) non sono affidabili, non riesco a migliorare
Il beneficio è immediatamente visibile nella capacità di indirizzare gli sforzi verso le cause a maggiore impatto, con una riduzione progressiva dei tempi di fermo e un incremento della disponibilità degli impianti.
Anche le causali di mancata velocità e il dettaglio sugli scarti sono informazioni spesso sottovalutate ma fondamentali. L’OEE, infatti, non dipende solo dalla disponibilità dell’impianto, ma anche da performance e qualità. Non raggiungere la velocità nominale o produrre scarti senza conoscerne le cause significa perdere dati preziosi, utili per identificare e ridurre le inefficienze.
2. Setup e cambi formato: l’efficienza si gioca nei minuti
Quanto vale un minuto di avviamento all’anno? (Costo orario macchina/60) * numero di avviamenti totali.
Nel contesto del packaging, gli avviamenti macchina rappresentano una delle principali fonti di inefficienza. Fustellatrici, piega-incolla, linee di stampa flexo e casemaker sono caratterizzate da cambi formato frequenti, che richiedono attività di setup complesse e fortemente dipendenti dall’esperienza degli operatori. In molti stabilimenti, queste attività vengono eseguite secondo prassi consolidate nel tempo, raramente oggetto di analisi strutturata.

La conseguenza è una variabilità elevata nei tempi di avviamento e una difficoltà nel distinguere le attività a valore da quelle che rappresentano puro spreco. L’assenza di standard rende difficile trasferire competenze e replicare le migliori performance.
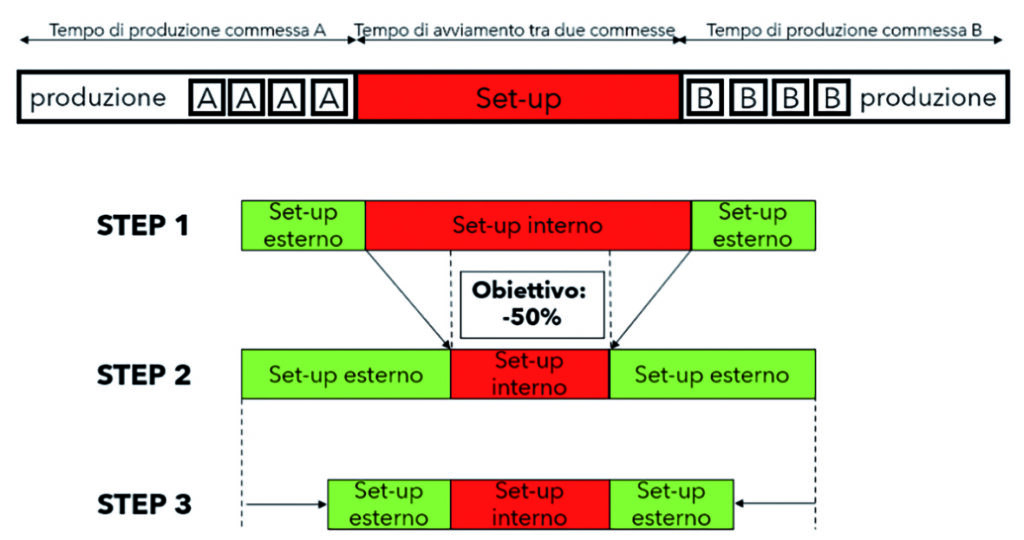
L’applicazione della metodologia SMED consente di intervenire in modo diretto su questa criticità. Attraverso l’analisi dettagliata delle sequenze di setup, la separazione tra attività interne ed esterne e la semplificazione delle operazioni, è possibile ridurre significativamente i tempi di avviamento. In numerosi casi, questo approccio porta a risultati dell’ordine del 30-50% di riduzione, con effetti immediati sulla flessibilità produttiva, sulla capacità di gestire lotti più piccoli e di soddisfare un maggior numero di clienti in una giornata senza penalizzare l’efficienza complessiva.
Per aziende che lavorano su 2 o 3 turni, questo significa anche arrivare a risparmiare centinaia di migliaia di euro all’anno.
L’obiettivo deve essere quello di far tendere il set up della macchina sempre più verso il pit-stop della formula 1.
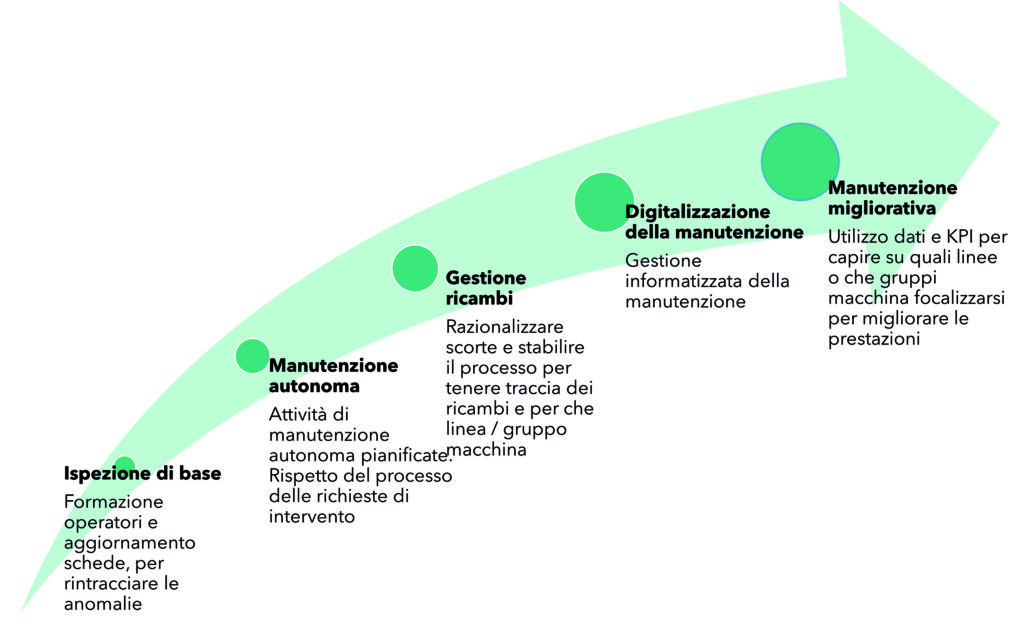
3. TPM: dalla manutenzione reattiva all’affidabilità operativa
Un altro elemento ricorrente riguarda la gestione della manutenzione. Nonostante il Total Productive Maintenance sia un modello ampiamente conosciuto, la sua applicazione nelle realtà operative è spesso parziale o limitata a iniziative isolate. Nella pratica, prevale ancora un approccio reattivo, in cui l’intervento manutentivo avviene principalmente a seguito di guasti, con un impatto diretto sulla continuità produttiva.
La mancanza di una manutenzione autonoma strutturata, unita all’assenza di dati storici affidabili e di piani preventivi coerenti, determina un aumento dei fermi imprevisti e una riduzione della vita utile degli impianti. Questo si traduce in costi indiretti rilevanti, difficili da quantificare ma ben percepibili in termini di instabilità del processo.
L’introduzione progressiva dei principi del TPM rappresenta un passaggio fondamentale per migliorare l’affidabilità degli impianti.
L’introduzione della manutenzione autonoma rappresenta uno dei quick win più efficaci nell’ambito del TPM per migliorare l’affidabilità degli impianti. Coinvolgere direttamente i macchinisti in semplici attività periodiche di controllo e mantenimento — su base settimanale o mensile — permette di intercettare anomalie prima che si trasformino in guasti. Chi opera quotidianamente sulla macchina, infatti, è il primo a riconoscere variazioni anomale di rumori, vibrazioni o comportamento dell’impianto. Integrando queste attività con checklist standard e un sistema di ticketing per la segnalazione delle anomalie alla manutenzione, si favorisce una maggiore collaborazione tra produzione e manutenzione, reparti spesso in attrito. Questo approccio aumenta il senso di responsabilità degli operatori, contribuisce a preservare i componenti soggetti a usura e rende il sistema produttivo più stabile e prevedibile.

4. Il Responsabile di Produzione non è un operativo
Dal punto di vista organizzativo, una delle criticità più diffuse riguarda il ruolo del Responsabile di Produzione o dell’Operations Manager. In molte realtà, questa figura è fortemente coinvolta nelle attività operative quotidiane e dedica la maggior parte del tempo alla gestione di emergenze, coordinando interventi e risolvendo problematiche contingenti.
Questo approccio limita la capacità di lavorare su attività a maggiore valore aggiunto, come l’analisi dei dati, l’identificazione delle aree di miglioramento e la gestione strutturata delle risorse. In assenza di indicatori affidabili e di un sistema di reporting coerente, anche le decisioni strategiche tendono a essere basate su percezioni piuttosto che su evidenze.
Il riposizionamento del ruolo del Responsabile di Produzione richiede innanzitutto la disponibilità di dati chiari, condivisi e costantemente aggiornati, in grado di fornire una visione immediata delle performance di linea. In questo contesto, l’introduzione di una BI con KPI produttivi monitorati in tempo reale rappresenta uno strumento fondamentale, sia per analizzare l’andamento della giornata precedente sia per effettuare valutazioni su periodi più lunghi, identificando inefficienze ricorrenti e criticità strutturali. Parallelamente, è necessario ridurre il carico operativo diretto attraverso livelli intermedi di coordinamento e una distribuzione più chiara delle responsabilità. Solo così il Responsabile di Produzione può recuperare un ruolo realmente manageriale, focalizzato sull’analisi, sul miglioramento continuo e sull’incremento delle prestazioni complessive del reparto.
5. L’organigramma produttivo che migliora le performance
L’assenza di una struttura organizzativa articolata è un ulteriore elemento che incide negativamente sull’efficienza. In molte aziende, la configurazione si limita a un Responsabile di Produzione e a un insieme di operatori macchina, senza figure intermedie in grado di gestire il coordinamento operativo.
Questa impostazione genera un flusso continuo di escalation verso il responsabile, che si trova a gestire direttamente problematiche di natura eterogenea, con un conseguente sovraccarico decisionale. Allo stesso tempo, gli operatori sono spesso coinvolti in attività accessorie che riducono il tempo effettivamente dedicato alla produzione.
La soluzione consiste nella definizione di una struttura gerarchica chiara all’interno della produzione, con ruoli e responsabilità ben distinti. Il capo macchina assume un ruolo operativo orientato al miglioramento della produttività della linea, coordinando la squadra e gestendo aspetti come qualità, velocità produttiva, avviamenti e manutenzione autonoma. Il capo turno, invece, guida il miglioramento continuo operativo attraverso la gestione della quotidianità, workshop Lean e attività di audit. Il Responsabile di Produzione mantiene una visione tattica e strategica, prendendo decisioni sulla base degli obiettivi aziendali, del confronto con i capi turno e dell’analisi dei dati produttivi.
Un quick win in questo ambito è rappresentato dall’introduzione dell’ASP (Addetto al Servizio alla Produzione). Questa figura si occupa della gestione delle attrezzature e dei materiali di supporto, come cliché, inchiostri e fustelle. Questo assetto consente di migliorare la fluidità operativa, ridurre i tempi morti e liberare gli operatori, che possono concentrarsi sull’aumento della disponibilità della macchina.
Intervenire sulla produzione per costruire valore
Le criticità descritte rappresentano elementi ricorrenti nelle realtà del packaging in cartone e, allo stesso tempo, opportunità concrete di miglioramento. Gli interventi in ambito produttivo hanno il vantaggio di essere circoscritti, misurabili e rapidamente implementabili, con effetti diretti su indicatori chiave come disponibilità impianti, tempi di attraversamento e produttività.
È proprio questa combinazione di impatto e velocità che rende la produzione il punto di partenza ideale per qualsiasi percorso di trasformazione. I risultati ottenuti in questa fase non solo generano ritorni economici tangibili, ma contribuiscono a creare una cultura del dato e del miglioramento continuo, indispensabile per affrontare progetti più complessi.
Una volta consolidata l’efficienza operativa, l’azienda può reinvestire i risparmi derivanti da inefficienze abbattute in ulteriori progetti di miglioramento più strategici, come la pianificazione avanzata e l’ambito commerciale.
Tuttavia, senza una base produttiva solida e affidabile, qualsiasi evoluzione rischia di rimanere incompleta.
Per questo motivo, intervenire oggi sui principali pain points della produzione non rappresenta solo un’opportunità di miglioramento, ma una condizione necessaria per dare il via ad un progetto di miglioramento continuo di successo nel settore del packaging in cartone.