We continue the technical in-depth analysis in the world of flexographic printing on corrugated cardboard talking about ink dosing systems, thanks to the precious contribution of Gianni Amendola and Simone Bonaria
 After talking about the previous number of inks and inking systems, we will focus in this article on ink transfer onto anilox.
After talking about the previous number of inks and inking systems, we will focus in this article on ink transfer onto anilox.
The dosing system, called the doctor blade system, has the task of accurately and cleanly transferring the ink inside the cells, saturating them, but at the same time keeping clean the exterior of the anilox roll. This is a key process to achieve high quality and precision results.Since the dawn of flexographic printing, and up until a few years ago, the ink taken from the bucket, and pushed into the machine by pump, was injected between two rotating rollers: the rubber roll and the anilox roll. The rubber roll, usually covered with neoprene or EPDM, is soft so you can place it under pressure against the anilox roll. The anilox rolll, as we shall see in the next issue, is a roll characterized by a micro-perforated ceramic surface, able of transporting ink inside these micro-holes, called cells. The rotation and the pressure between the two rolls allowed the ink to saturate the cells of the anilox, and at the same time to clean the external surface of the cell.
The transfer solution with rubber rollers is a system that is still used, especially in some coating processes, where the homogeneity of the spreading is not the main requirement.
As a consequence of the continuous request for an increase in quality and printing speed, the rubber roll has been slowly replaced by a new dosing system, called chamber doctor blade.
We passed from an approximate inking system to a system that cannot mechanically go wrong, because transfers exactly the same quantity of product, in any point of the anilox. A simple, controllable and above all repeatable process.
The chamber doctor blade system, born already in the 90s, but spread in the last 20 years, is an ink fountain equipped with two blades that scrape the anilox along its entire length, while the side seals, guarantee the closure of the system. The entire system is placed in contact on the anilox by mechanical or pneumatic pressure.
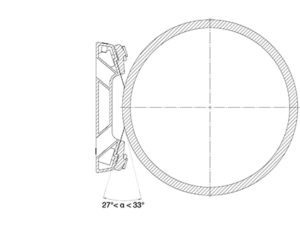 The ink, pushed by the pump, flows inside the chamber, filling it and comes into contact with the rotating anilox, saturating the cells. The cells, saturated with ink, before leaving the room squeegee, are scraped by the blade. This point of contact between blade and anilox roll is the key point of this system. To allow the cells to be cleaned in a clean and correct manner, and to get an acceptable life of the blades, it is essential that the contact angle between blade and anilox is within a well-defined range. This angle is defined as the angle α, formed between the collinear of the blade and the tangent to the anilox passing through the point of contact. To ensure proper operation this angle α must be between 27° and 33°. This angle must be defined by the camera manufacturer during installation on the machine, and there is no way to change it later.
The ink, pushed by the pump, flows inside the chamber, filling it and comes into contact with the rotating anilox, saturating the cells. The cells, saturated with ink, before leaving the room squeegee, are scraped by the blade. This point of contact between blade and anilox roll is the key point of this system. To allow the cells to be cleaned in a clean and correct manner, and to get an acceptable life of the blades, it is essential that the contact angle between blade and anilox is within a well-defined range. This angle is defined as the angle α, formed between the collinear of the blade and the tangent to the anilox passing through the point of contact. To ensure proper operation this angle α must be between 27° and 33°. This angle must be defined by the camera manufacturer during installation on the machine, and there is no way to change it later.
The second blade, called containment blade, has instead the function of closing and sealing the chamber doctor blade system, making sure that the contents can circulate inside it but also avoiding that dust and debris can enter inside, polluting the ink, or damaging the blade, and consequently printing.
Open or closed system?
 In the history of flexographic printing, we started with an open system (rubber roller) to arrive at a closed system (chamber doctor blade), but there are intermediate solutions, such as rubber roll systems with negative doctor blades or open doctor blade systems with a single blade.
In the history of flexographic printing, we started with an open system (rubber roller) to arrive at a closed system (chamber doctor blade), but there are intermediate solutions, such as rubber roll systems with negative doctor blades or open doctor blade systems with a single blade.
Briefly analyzing the benefits and disadvantages, we can say that open systems, characterized by the fact that the ink can never be pressurized, are much easier to manage by the operators, do not require advanced washing systems, but at the same time don’t guarantee superior print quality, they don’t guarantee an efficient washing and are very sensitive to high speeds and external contamination. As for closed systems, characterized by the fact that the ink starts and returns to the bucket without ever taking air, they surely guarantee a higher quality and repeatability, they have much shorter job change times thanks to the possibility of washing under pressure, but to their detriment there is the need for more advanced inking and washing systems, the presence of spare parts subject to wear (blades and seals), and not least, the need to keep the ink viscosity constant in order not to affect print quality.
The quality and condition of chamber doctor blade are the fundamental element of printing success
 Chamber doctor blade is one of the fundamental variables of the printing process, so it is important to know each single component well, in order to keep it in excellent condition and always performing:
Chamber doctor blade is one of the fundamental variables of the printing process, so it is important to know each single component well, in order to keep it in excellent condition and always performing:
- Closing system: it is the mechanism that allows to bring the blades in contact during the inking phase; usually it consists of a support on which the chamber doctor blade is fixed or hinged, a system with two lateral pneumatic pistons or a pneumatic cushion, positioned at the rear, which pushes the chamber into position, providing a homogeneous pressure along its entire length. It is very important never to exceed the working pressures, both to avoid damaging the anilox, and for longer life of blades and side seals. It’s necessary to verify always the absence of mechanical play on this system to guarantee unpleasant print defects.
- Chamber body: it is the main part of the system; the ink flows inside it following the flow defined by the loading hole (usually single and positioned centrally on the bottom of the chamber) and the drain holes (normally positioned on the two ends of the body, in a high position to guarantee the filling of the chamber). It is very important to make sure that the chamber also has small emptying holes positioned below, this to avoid that during the transition from inking phase to washing phase, the ink present in the chamber can be washed and discharged, causing a considerable waste. The chamber must be completely emptied before starting the washing cycle. The internal contact surface of the chamber is the most important variable for this component, to obtain a cleaning without ink residues. For this reason, it is important to periodically check this surface, checking not only the cleaning conditions, but also the possible corrosion.
 Side seals: essential components to prevent the ink from escaping laterally from the chamber; they seal the heads of the chamber and they are positioned directly on the not-engraved bands of the anilox (also called “dead bands”). The choice of material and its hardness are fundamental to guarantee a long life. A soft material will have less friction on the anilox, but it will be much more sensitive to pressure and pieces of dry ink. A hard material will suffer more wear from the friction of the anilox but will be less damaged by dry ink residues and will better withstand high pressures. The side seals are in any case consumables and therefore the periodic replacement will avoid useless and costly downtime in production.
Side seals: essential components to prevent the ink from escaping laterally from the chamber; they seal the heads of the chamber and they are positioned directly on the not-engraved bands of the anilox (also called “dead bands”). The choice of material and its hardness are fundamental to guarantee a long life. A soft material will have less friction on the anilox, but it will be much more sensitive to pressure and pieces of dry ink. A hard material will suffer more wear from the friction of the anilox but will be less damaged by dry ink residues and will better withstand high pressures. The side seals are in any case consumables and therefore the periodic replacement will avoid useless and costly downtime in production.- Blades: the most feared by the operators are in metal, but for some years, for the delight of the RSPP (in English the Health and Safety Officer), they are also made of plastic. These have the task of scraping excess ink, keeping it inside the system and sealing the chamber. If the metal ones do not show sudden pressure changes, even if incorrect, due to the shape memory of the material, with those in plastic the pressure increase on the doctor blade system must be proportional to the life of the blade, until its replacement. Even for the blades, a periodic and scheduled replacement will avoid unnecessary and unpleasant downtime.
- Blade holder: this can usually be of different types: screw, eccentric, spring, or pneumatic. It is very important that these blade closing systems guarantee a good stretching of the blade, avoiding the wave effect, which causes defects in printing and uneven wear of the blades.
The main problems of the chamber doctor blade
 Corrosion: one of the most widespread problems among printers with water-based inks is pitting, which produces very deep cavities, which in a first phase can generate contamination due to poor surface wash-ability, but over time they can even compromise the structure and therefore the rigidity of the chamber body. The solution to this problem came from technology of composite materials, first of all, the carbon fiber, which is laminated with special epoxy resins, in this way does not suffer corrosion in any way, guaranteeing a life of the product well over 15 years, and a ultra-glossy surface which allows the ink to flow without attaching itself.
Corrosion: one of the most widespread problems among printers with water-based inks is pitting, which produces very deep cavities, which in a first phase can generate contamination due to poor surface wash-ability, but over time they can even compromise the structure and therefore the rigidity of the chamber body. The solution to this problem came from technology of composite materials, first of all, the carbon fiber, which is laminated with special epoxy resins, in this way does not suffer corrosion in any way, guaranteeing a life of the product well over 15 years, and a ultra-glossy surface which allows the ink to flow without attaching itself.
Back doctoring: often this problem is confused with leaks from the chamber and therefore a wrong positioning of the system, in reality this drip is only a consequence of the back doctoring effect. Depending on the orientation of the chamber doctor blade compared to the anilox rotation, this phenomenon can occur in two different ways. In both cases it is mainly due to the incorrect contact angle or thickness of the containment blade, which causes the latter to act as a doctor blade, scraping the ink not transferred to the cliché. If the containment blade is positioned below, the phenomenon is easily identifiable at the end of the work, when small solid pendent formations of dry ink will be found below the chamber doctor blade.
If the doctor blade is placed at the top, the phenomenon of back doctoring can cause dripping from the side seals, which in reality are not the cause of the problem: again for the principle described above, the externally scraped ink flows along the upper containment blade and falls by gravity on the seals.
In order to solve back doctoring problems, many manufacturers of last generation chambers propose asymmetric profiles, able to guarantee the absence of this effect even at high printing speeds. However, often, back doctoring is not caused by the wrong contact angle of the containment blade, but by the wrong thickness of the containment blade; in this case the reduction in thickness can reduce or eliminate the problem.